首页
关于协会
协会简介
会长致辞
协会章程
组织结构
协会职能
入会程序
通知公告
通知
公告
公示
其他
最新动态
协会动态
行业动态
政策法规
行政法规
地方法规
部门规章
政府规章
协会工作
协会工作
咨询服务
会员中心
会员风采
会员信息
企业专访
入会申请
信息共享
供求信息
招聘信息
质量检测信息
技术推广
技术推广
资料下载
资料下载
首页
>>
技术推广
>>
技术推广
>>
查看详情
巧用啤酒糟,缓解饲料原料短缺
2025-07-03 08:44:54
啤酒糟是啤酒酿造过程中产生的最丰富的副产品,占啤酒工业废弃物和副产物的
85%
。我国啤酒糟产量巨大,年产量已经超过
1000
多万吨,并且还在不断增加。在饲料原料资源短缺的当下,必须对啤酒糟进行资源化利用。
01
啤酒糟的营养价值
啤酒糟主要由
30%-50%
粗纤维、
19%-30%
粗蛋白质、
10%
粗脂肪和
2%-5%
灰分组成,其中还富含有机酸、维生素、酶、酵母等,营养价值较高,是一种潜在的优质饲料原料。
但啤酒糟中含有较高水平的粗纤维和抗营养因子,直接饲喂会影响动物的消化吸收,对动物生长性能不利,这限制了啤酒糟直接作为饲料原料的可行性。同时它是啤酒厂麦芽进行糖化工艺过滤后直接得到的滤渣,没有经过酿酒发酵处理,如果不能及时喂畜禽或密封,则很容易滋生有害杂菌,产生氨味和甲酚、吲哚、
3-
甲基吲哚等,杂味丛生。
02
固体发酵改善啤酒糟品质
固态发酵是一种有效可行的废弃物饲料化技术,具有生产成本低、环境友好等诸多优点。啤酒糟经发酵后不仅可以延长其储存期,还能够提高粗蛋白、酚类化合物和可溶性糖的含量,降低粗纤维和抗营养因子的含量,改善适口性。
2.1
纯啤酒糟发酵
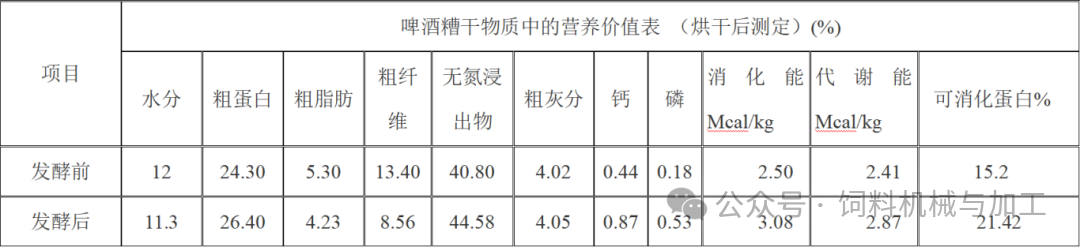
纯啤酒糟发酵前后的常规营养成分如表
1
所示,发酵后的啤酒糟含水量、粗脂肪和粗纤维含量分别降低了
0.7%
、
1.07%
和
4.94%
,粗蛋白、无氮浸出物、钙、磷、消化能、代谢能和可消化蛋白分别提升了
2.1%
、
3.78%
、
0.43%
、
0.35%
、
0.58 Mcal/kg
、
0.46 Mcal/kg
和
6.22%
,同时有一股浓浓的曲香味,带有甜香味,动物非常喜欢采食。
表
1
纯啤酒糟发酵前后的营养成分对比
然而啤酒糟含水量较高,约
80%
左右,纯啤酒糟发酵对于很多养殖用户来说使用不便。对于这部分用户,可以考虑啤酒糟的混合发酵,发酵后水分约
40-45%
,气味香甜,物料松散,便于使用。
2.2
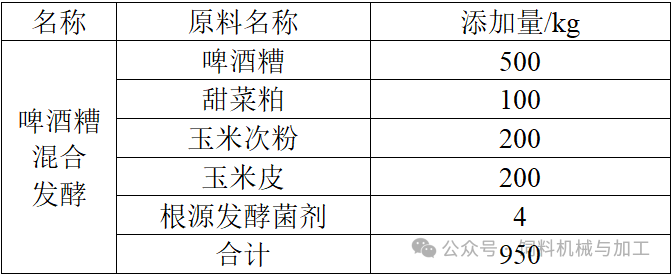
啤酒糟混合发酵
发酵方法:将根源发酵菌剂与少量水充分混匀,备用;依次将啤酒糟、甜菜粕、玉米次粉和玉米皮投入到混合机内混合
1min
;最后把菌液投入到混合机内,混合时间不低于
2min
,使菌液充分搅拌混匀。
表
2
啤酒糟混合发酵配方
发酵容器:根据场地实际情况可以考虑吨袋、法兰桶、内膜袋或者槽式发酵均可。
发酵时间:
20℃
以上条件下,发酵
3-5
天可使用;温度低于
20℃
,可考虑适当延长发酵周期,天气寒冷的季节需要考虑采取保温措施,防止发酵失败。
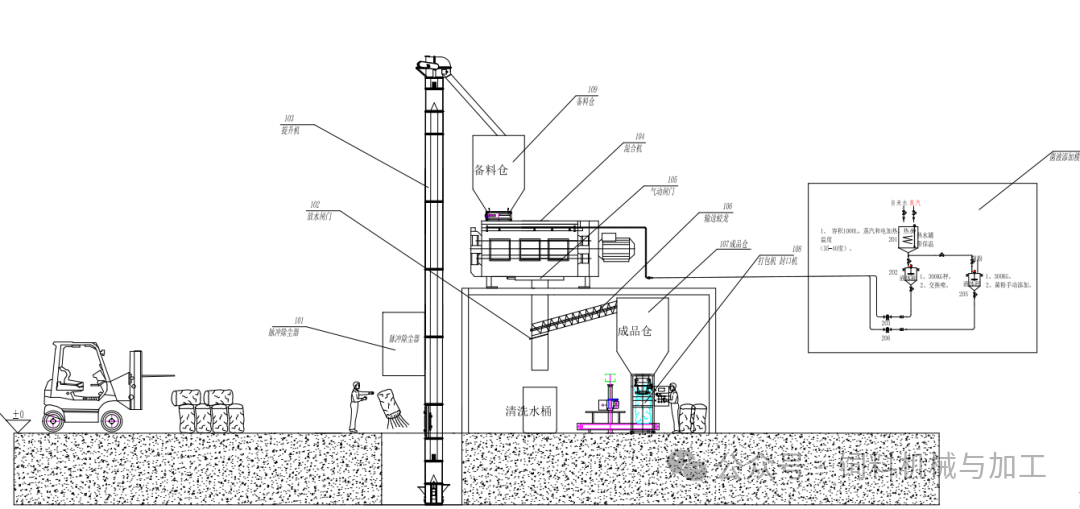
注释
:
月产
1000T
发酵料设备总占地面积
<40
平
(
长
7m
宽
5m)
高
≥8.5
米,
(
带备料仓全自动生产的情况下
)
具体配置及要求根据客户要求可选配。
图
1
啤酒糟混合发酵设备
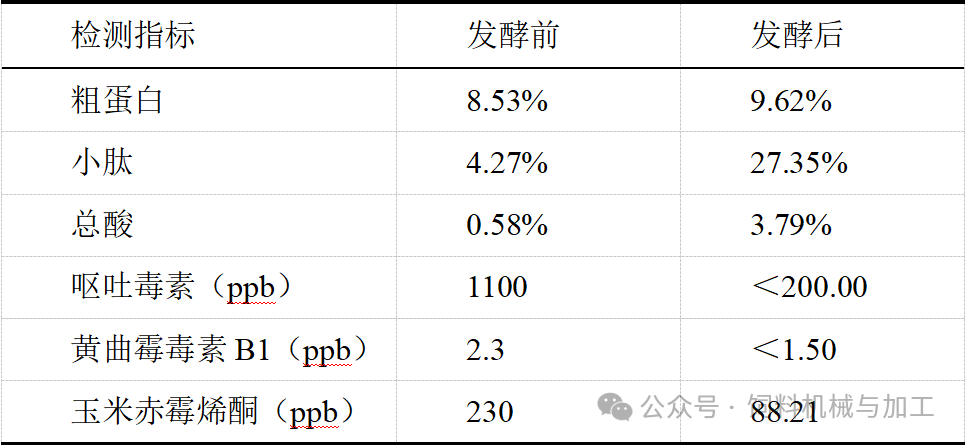
啤酒糟混合发酵前后成分对比如表
3
所示,啤酒糟经混合发酵后,粗蛋白、小肽和总酸含量分别升高了
1.09%
、
23.08%
和
3.21%
,呕吐毒素、黄曲霉毒素
B1
和玉米赤霉烯酮的含量均显着降低,提高营养成分的同时也降低了原料中毒素的含量。
表
3
啤酒糟混合发酵前后成分对比
03
小结
发酵啤酒糟中存在多种酶类,可提高营养成分的消化利用率,一定程度上降解原料中的抗营养因子和有害成分,从而提升其整体的营养价值,适量添加发酵啤酒糟可以促进畜禽生长或在不影响畜禽生长性能的情况下改善经济收益。
文章来源:
根源生物
电话:0371-65778885
地址:郑州市经三路89号院4楼
版权所有:河南饲料工业信息网
技术支持:
迈为科技